 English
English Espaol
Espaol Franais
Franais 阿拉伯
阿拉伯 中文(簡)
中文(簡) Deutsch
Deutsch Italiano
Italiano Português
Português 日本
日本 韓國
韓國 български
български hrvatski
hrvatski esky
esky Dansk
Dansk Nederlands
Nederlands suomi
suomi Ελληνικ
Ελληνικ 印度
印度 norsk
norsk Polski
Polski Roman
Roman русский
русский Svenska
Svenska
康明斯QST30柴油機、柴油發電機組維修手冊之發動機連桿的拆卸組裝維修技術規格參數的測量標準
康明斯QST30柴油機、柴油發電機組維修手冊之發動機連桿的拆卸組裝維修技術規格參數的測量標準
概述
QST30 發動機采用直線分割式連桿設計。

準備步驟
注 : 確保針對所安裝的氣缸正確編號所有連桿和連桿蓋。
- 拆卸并拆解活塞和連桿總成。參考第 1 節中的步驟 001-054。

清潔并檢查能否繼續使用
CAUTION
連桿上的編號必須與連桿蓋上的編號相同。決不要將新的連桿蓋組裝到舊連桿上,也不要將舊連桿蓋組裝到新連桿上。連桿和連桿蓋錯配可導致發動機損壞。
從連桿上拆下螺釘、墊圈和連桿蓋。

CAUTION
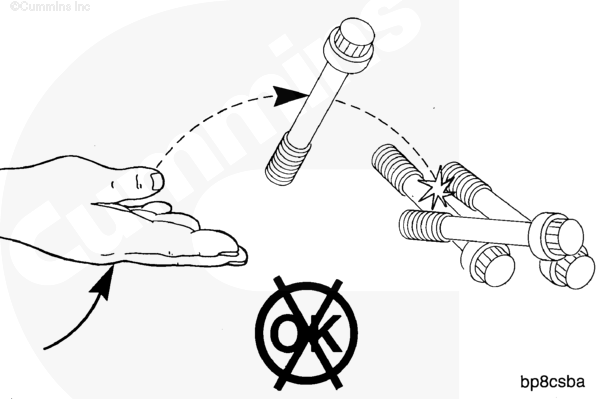
防止損壞螺栓。螺桿上的刻痕可能會形成應力集中區域,在發動機運轉期間該應力集中區域可能會導致故障。螺紋損壞可能會導致扭矩不正確,而且會導致配合件損壞。
為防止損壞螺栓,在拆解連桿后,保持它們彼此分離。
WARNING
使用蒸汽清洗器時,戴上安全眼鏡或防護面罩,并穿上防護服。熱蒸汽可能會造成嚴重的人身傷害。
WARNING
當使用溶劑、酸或堿性材料清潔時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。
WARNING
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
CAUTION
連桿上的編號必須與連桿蓋上的編號相同。 嚴禁將新的連桿蓋組裝到舊連桿上,也不得將舊連桿蓋安裝到新連桿上。連桿和連桿蓋錯配可導致發動機損壞。
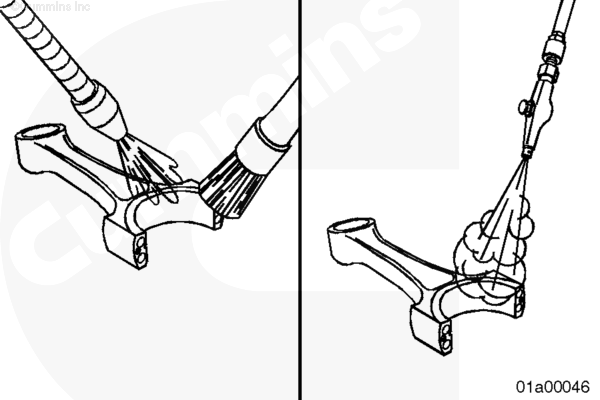
使用蒸氣或溶劑清潔零件。
用壓縮空氣吹干。
CAUTION
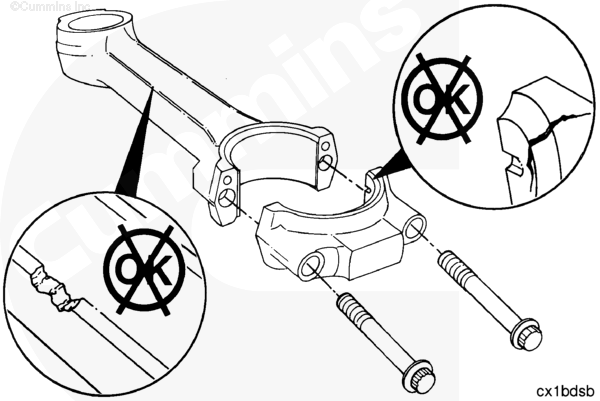
如果連桿或連桿蓋任何部位出現明顯磨損,必須將兩者作為一個總成更換。
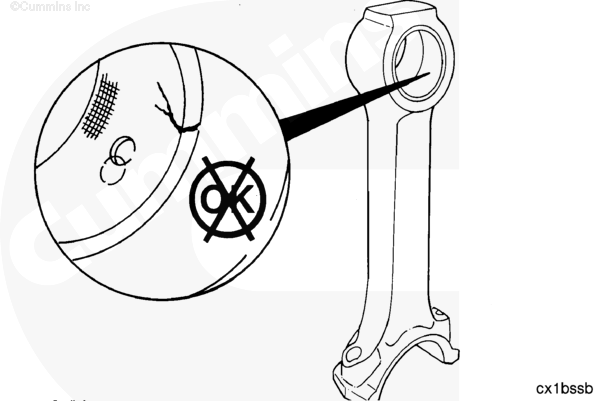
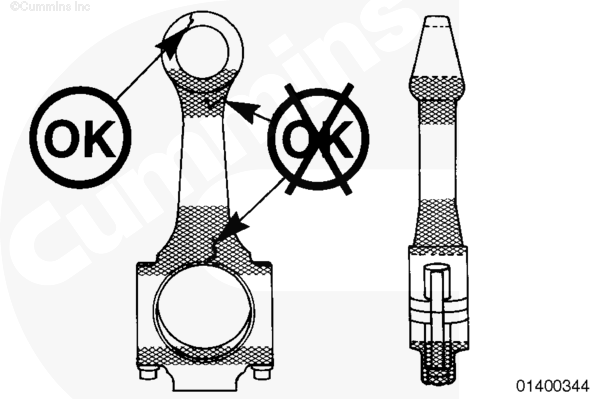
檢查連桿蓋、連桿軸承鞍座和螺釘有無拉痕、裂紋、毛刺、劃痕或磨蝕。
注 : 如果使用細砂布無法清除所有拉痕或毛刺,或者發現磨蝕,必須更換連桿和連桿蓋。
檢查連桿活塞銷孔襯套是否損壞。
注 : 如果襯套損壞,必須更換連桿。
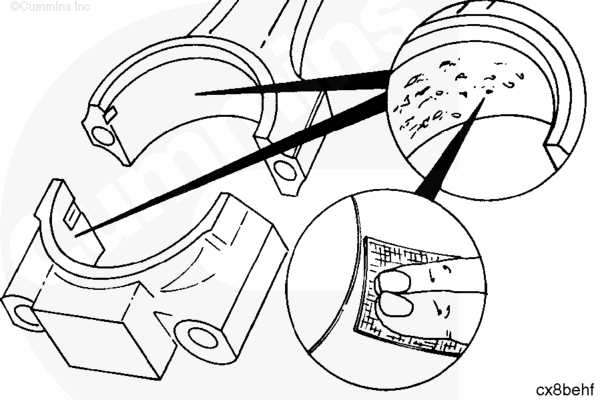
檢查軸承座表面有無拉痕、毛刺或磨蝕。
注 : 如果使用細砂布無法清除拉痕或毛刺,必須更換連桿。
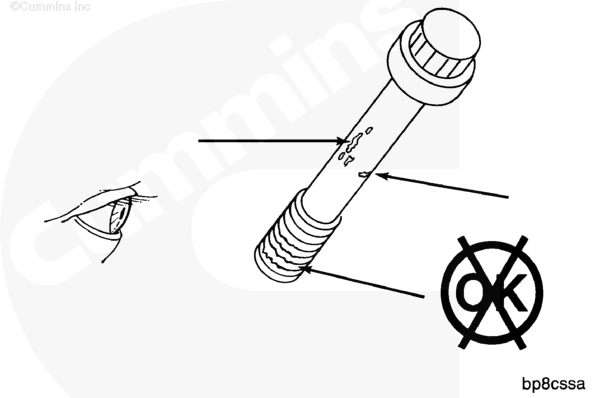
檢查連桿螺栓有無損壞。
如果出現下列情況,必須更換螺釘:
- 在螺栓頭上可以看到五個沖壓標記
- 螺紋損壞
- 生銹或腐蝕導致螺桿發生穴蝕
- 螺桿產生拉痕、擦傷、彎曲或伸長
- 在螺栓頭下面發現磨蝕。
采用磁力探傷法檢查連桿螺釘。必須對連桿螺釘進行磁力探傷檢查。
注 : 如果螺栓頭上存在五個沖壓標記,必須更換螺栓。每次完全擰緊時,必須沖壓標記螺栓頭。
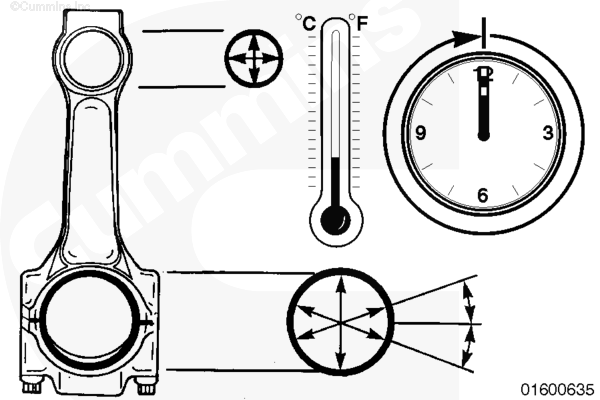
測量連桿孔需要具有高精度等級的測量設備,并且必須只能在連桿溫度在 21 至 24°C [70 至 75°F] 之間的穩定溫度下達到 24 小時穩定后才能測量。
測量連桿活塞銷襯套內徑。
| 連桿活塞銷襯套內徑(已安裝) | ||
| mm | in | |
| 52.030 | 最小 | 2.0484 |
| 52.049 | 最大 | 2.0492 |
襯套在安裝后必須精密機加工。如果機加工能力允許,可以更換襯套。參考補救維修手冊(公告號 3379035)。
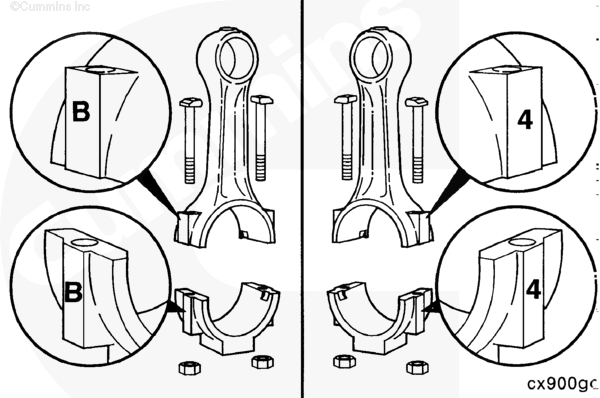
組裝連桿和連桿蓋前,檢查確保連桿和連桿蓋上的標記匹配,并且顯示在同一側上。
CAUTION
使用黃銅夾鉗的臺鉗來固定連桿。工字梁上的缺口、劃痕或凹痕會導致發動機故障。
CAUTION
連桿上的編號必須與連桿蓋上的編號相同。決不要將新的連桿蓋組裝到舊的連桿上,也不要將舊的連桿蓋組裝到新的連桿上。
用清潔的機油潤滑連桿螺釘。
注 : 在該組裝過程中,不要安裝連桿軸承。
組裝連桿、連桿蓋、墊圈和螺釘。
注 : 每次完全擰緊時,必須沖壓標記螺栓頭。當螺栓頭上有五個沖壓標記時,不得再次擰緊。需要將其廢棄并予以更換。
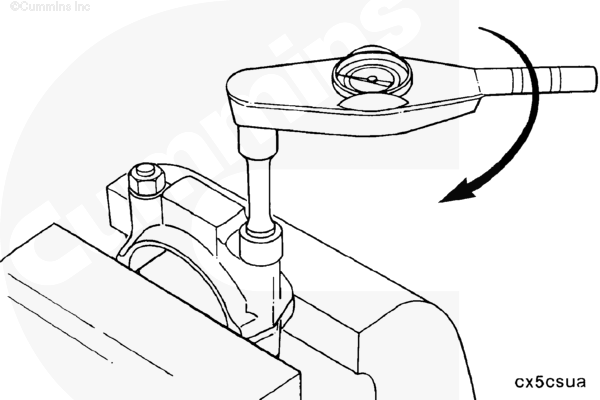
按所示順序擰緊所有螺釘。轉至下一步驟前,將每個螺栓擰緊至所列的扭矩。
-
1. 49 n•m [ 36 ft-lb ]
-
2. 74 n•m [ 55 ft-lb ]
-
3. 松開所有四個螺栓
-
4. 49 n•m [ 36 ft-lb ]
-
5. 74 n•m [ 55 ft-lb ]
-
6. 旋轉每個螺栓超過 90 度,但少于 120 度。
在每個螺栓頭上做沖壓標記。
注 : 必須按照說明擰緊螺栓,以確保所有扭矩轉換為螺栓拉伸和夾持載荷,而不是損失在螺紋的摩擦中。

使用內徑千分表在分型線每個側面的 30 度弧線內測量內徑。
在分型線 90 度處測量內徑。
| 連桿軸承孔內徑 | ||
| mm | in | |
| 105.996 | 最小 | 4.1731 |
| 106.026 | 最大 | 4.1742 |
如果這三個測量值中的任何一個不符合技術規范,必須更換連桿。

CAUTION
在將氣缸識別號壓印在連桿上之前,必須組裝連桿,并將螺釘擰緊到技術規范。務必將被更換的連桿的氣缸號壓印在新連桿上。
將被更換的連桿的氣缸號壓印在新連桿上。
注 : 對于繼續使用的連桿,核實壓印在連桿和連桿蓋上的數字匹配,并且它們對應于正確的氣缸號。

彎曲度和扭曲度檢查
標定步驟
當繼續使用時,一般不需要測量連桿上的彎曲和扭曲。如果發動機出現可導致連桿彎曲或扭曲的故障,如液壓阻塞,則應執行此步驟。
CAUTION
必須按照技術規范安裝并擰緊連桿蓋,否則測量值將不正確。
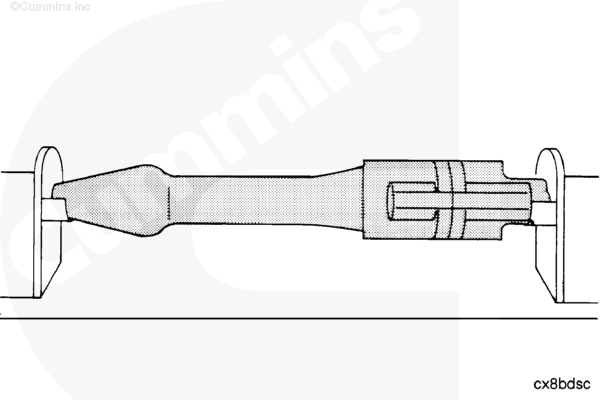
需要一根已知長度、彎曲度和扭曲度的連桿(稱為標準連桿)用于標定夾具。也可使用長度已知(活塞銷端中心到曲柄銷端中心)的新連桿。
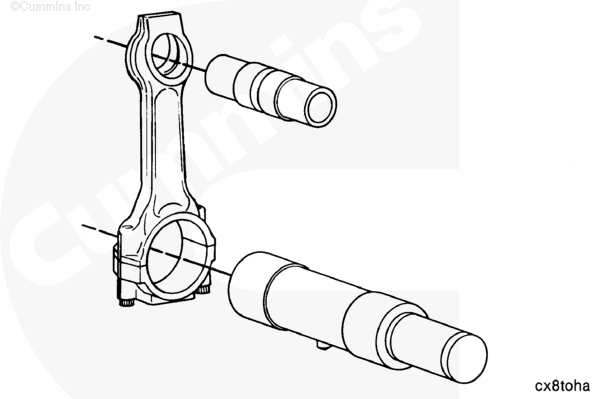
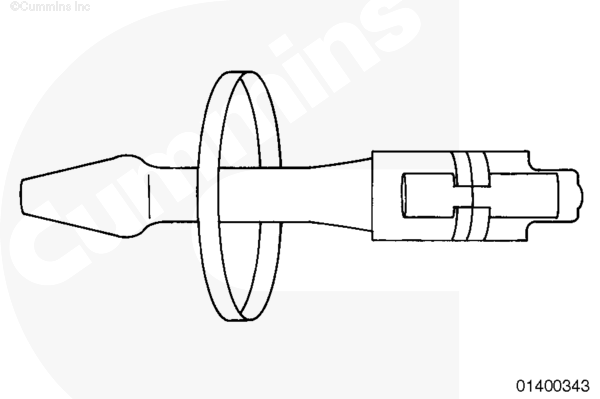
在主連桿的小頭安裝相應的心軸。
將心軸裝入標準連桿的大頭孔中。擰緊心軸,使其正確處于孔的中心。
注 : 確保曲軸銷端的心軸上的定位銷直接接觸到連桿桿身相對的連桿蓋。
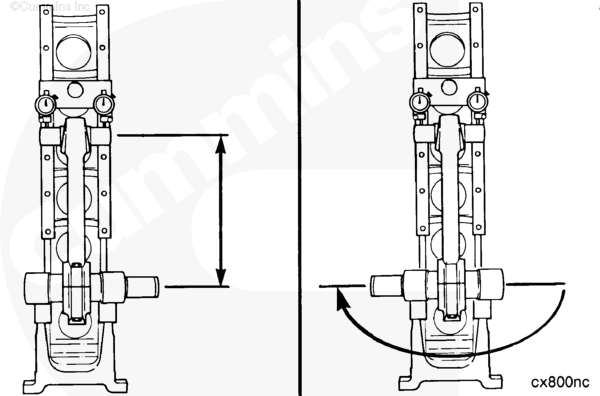
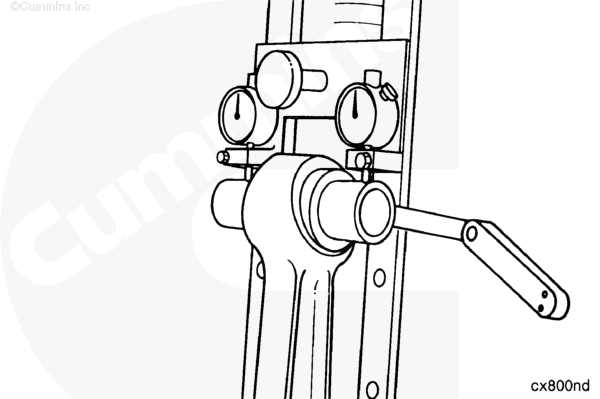
將主連桿安裝到檢查夾具上。
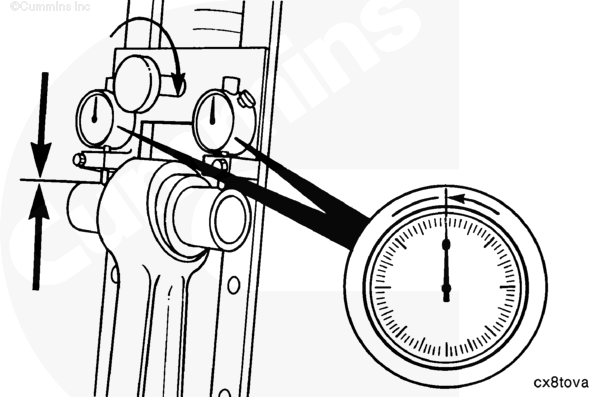
松開旋鈕并移動千分表支架,直到兩個千分表接觸活塞銷端的心軸的頂部。將支架向心軸方向移動,直到千分表指針轉到大約 0.25 mm(0.010 in)處。轉動旋鈕以擰緊支架。
將千分表指針調“0”。來回移動主連桿,確認“0”位。
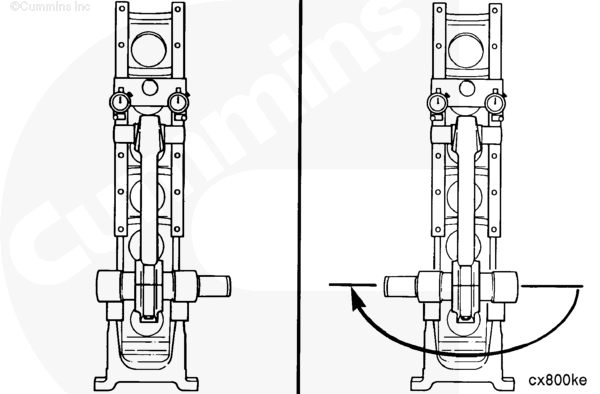
從夾具上拆下主連桿。
將連桿沿水平方向轉動 180 度,安裝到檢查夾具上。
CAUTION
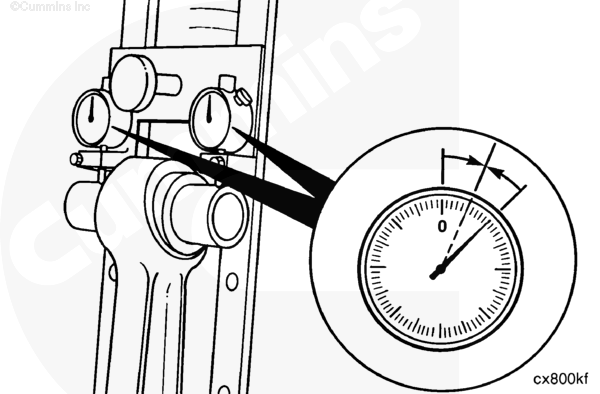
如果指針指在前一步驟設置的“零”位置 0.10 mm [0.004 in] 以外,檢查芯軸和夾具上有無污垢或毛刺。如果“零”位置仍不符合規范,檢查以確保標準連桿沒有損壞。
CAUTION
不要在這一步驟中調整千分表,否則測量將不準確。
確保千分表處于“零”設置位置。
如果千分表指針沒有回到“零”位置,調整千分表,以使“零”位置移動到從指針到上一步驟中設置的“零”位置之間距離的中點。
夾具標定完成后,從標準連桿上拆下心軸。
測試
測量連桿長度。
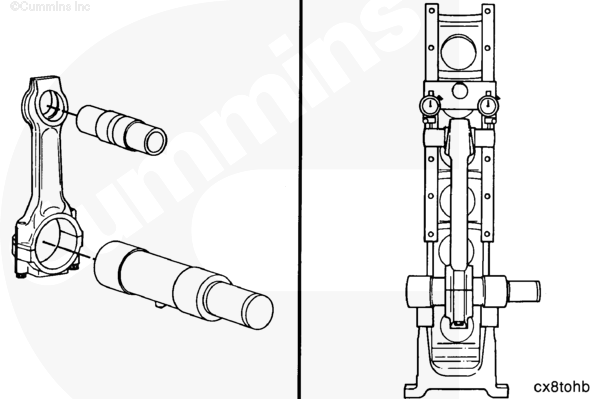
重復相同的步驟,將心軸安裝到待測量的連桿上,安裝步驟與主連桿相同。
將連桿裝入裝置中。
記錄千分表讀數。必須從標準連桿的已知長度中加上或減去千分表標定的“零”位置的差值,以確定被測連桿的長度。
| 連桿長度 | ||
| mm | in | |
| 304.950 | 最小 | 12.0059 |
| 305.000 | 最大 | 12.0078 |
如果連桿長度不符合技術規范,必須更換連桿或更換和機加工活塞銷襯套。
注 : 此章節用于測量連桿彎曲度(孔對齊)。
CAUTION
嚴禁試圖通過加熱或用外力矯直連桿。連桿可能最終會因此而斷裂并導致發動機大范圍損壞。
記錄千分表讀數。
從固定裝置上拆下連桿。將連桿水平旋轉 180 度。
將此讀數與上一步記錄的千分表讀數進行比較。千分表讀數的差值就是連桿彎曲度。
| 連桿彎曲 | ||||
| mm | in | |||
| 已安裝襯套 | 0.10 | 最大 | 0.004 | |
| 已拆卸襯套 | 0.20 | 最大 | 0.008 | |
如果已裝有襯套的連桿的彎曲度不符合技術規范,可拆下襯套再次測量彎曲度。如果拆除襯套后的連桿不符合技術規范,必須更換連桿。
注 : 此章節用于測量連桿扭曲度。
檢查夾具與活塞銷端的心軸之間有無間隙。如果連桿扭曲,心軸只接觸夾具的一側。
將接觸夾具的心軸端固定在夾具上。
使用塞尺測量心軸與夾具之間的間隙。心軸與夾具之間的間隙值就是連桿的扭曲量。
| 最大連桿扭曲度 | ||||
| mm | in | |||
| 已安裝襯套 | 0.25 | 最大 | 0.010 | |
| 已拆卸襯套 | 0.50 | 最大 | 0.020 | |
如果已裝有襯套的連桿的扭曲度不符合技術規范,可拆下襯套再次測量扭曲度。如果拆除襯套后連桿的扭曲度不符合技術規范,必須更換連桿。
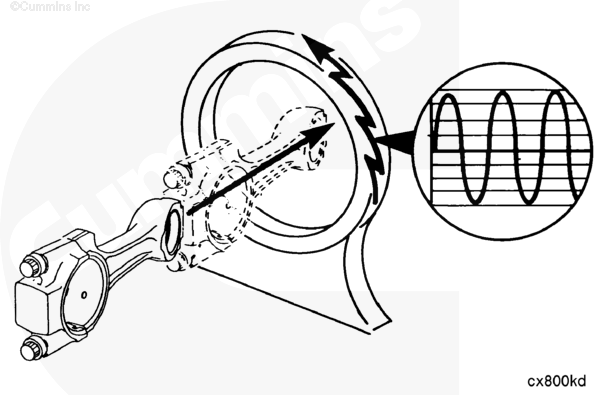
磁力探傷檢查
使用磁粉探傷設備。
檢查過程中,連桿和連桿蓋必須組裝在一起。
采用剩磁法。施加工件通電電流。將電流調整為 1500 安培(直流電或整流后的交流電)。
檢查有無裂紋。
采用剩磁法。對線圈施加電流。檢查有無裂紋。
|
電流(安匝數)
|
|
|
最小
|
2600 直流電或整流后的交流電
|
|
最大
|
2800 直流電或整流后的交流電
|
注 : 安匝數是指流經線圈的電流與線圈匝數的乘積。
如果關鍵 (陰影)部位顯示任何損壞的跡象,必須更換連桿。
WARNING
使用蒸汽清洗器時,戴上安全眼鏡或防護面罩,并穿上防護服。熱蒸汽可能會造成嚴重的人身傷害。
WARNING
當使用溶劑、酸或堿性材料清潔時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。
CAUTION
必須對連桿進行徹底消磁和清潔。任何微小的金屬顆粒都可能會導致發動機損壞。
對連桿進行消磁。
使用溶劑或蒸氣清洗零件。
最后步驟
- 組裝并安裝活塞和連桿總成。參考第 1 節中的步驟 001-054。
- 運轉發動機,使之達到正常工作溫度,檢查有無泄漏。
400-100-8969???15088860848
0574-26871589? 15267810868
0574-26886646? 15706865167
0574-26871569 18658287286
