 English
English Espaol
Espaol Franais
Franais 阿拉伯
阿拉伯 中文(簡)
中文(簡) Deutsch
Deutsch Italiano
Italiano Português
Português 日本
日本 韓國
韓國 български
български hrvatski
hrvatski esky
esky Dansk
Dansk Nederlands
Nederlands suomi
suomi Ελληνικ
Ελληνικ 印度
印度 norsk
norsk Polski
Polski Roman
Roman русский
русский Svenska
Svenska
Perkins1103柴油發動機進氣和排氣門座圈
Perkins1103柴油發動機進氣和排氣門座圈-拆卸與安裝
Perkins1103/1104柴油發動機進氣和排氣門座圈拆卸方法與步驟
a.拆卸進氣門和排氣門。請參閱本《Perkins1103/1104柴油發動機解體和組裝手冊》,“進氣門與排氣門-拆卸和安裝”。
注意:保持所有零件清潔無雜質。雜質會造成快速磨損和縮短部件壽命。
注:當安裝新氣門座鑲圈時,必須安裝新氣門和新氣門導管。
1.拆卸相應的氣門導管。安裝經過局部精加工的氣門導管。請參閱本《Perkins1103/1104柴油發動機解體和組裝手冊》,“進氣門與排氣門導管-拆卸和安裝”。
注:進氣門鑲圈的直徑大于排氣門鑲圈的直徑。
2.將氣門導管經過局部精加工的孔用作導向孔,以通過加工拆卸氣門鑲圈。將氣門導管經過局部精加工的孔用作導向孔,還可用來在新氣門座上加工凹槽。請參閱《技術參數手冊》,“缸蓋氣門”,了解需要的氣門座凹陷量尺寸。清除缸蓋端口和油道的所有碎屑。
3.對所有相應的氣門座重復步驟2。
Perkins1103/1104柴油發動機進氣和排氣門座圈安裝方法與步驟
注意:保持所有零件清潔無雜質。雜質會造成快速磨損和縮短部件壽命。
注:如果以前研磨過缸蓋,則必須研磨氣門座底面,以確保氣門座正確安裝在缸蓋中。將氣門座鑲圈背面研磨至正確尺寸后,必須將氣門座外緣加工成30度倒角。30度倒角必須處在0.91mm(0.036in)至1.3mm(0.051in)的容差之內。倒角還必須朝氣門座鑲圈的垂直面傾斜。
注:將氣門座鑲圈安裝至在缸蓋上加工出的凹槽中時,不要使用錘子
注:將新氣門座鑲圈安裝到缸蓋中以前,不要涂抹任何潤滑劑。
1.使用適當的工具將氣門座鑲圈安裝至在缸蓋上加工出的凹槽中。
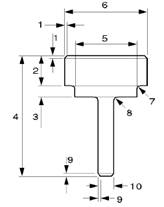
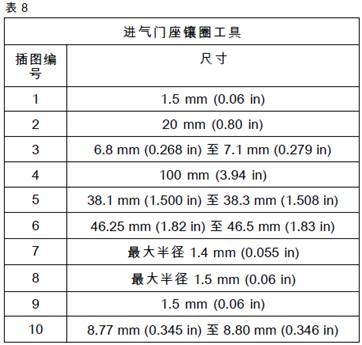
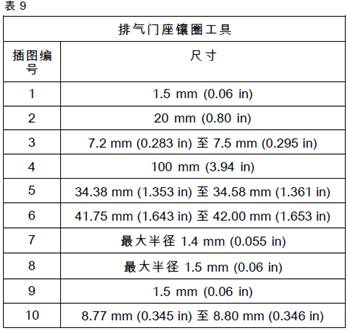
2.如有必要,可以制作適當的工具。參見圖77。還請參考表8和表9提供的合適尺寸。
3.將相應的氣門座鑲圈放置到位。安裝先前制作的專用工具,穿過氣門座鑲圈并利用氣門導管的導向孔將工具定位在中心并插入凹槽中。輕敲氣門座鑲圈,開始安裝。用適當的壓床將氣門座鑲圈壓入凹槽中。確保氣門座鑲圈底部抵住凹槽底部。
4.對其余的氣門座鑲圈重復步驟3。
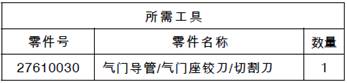
5.安裝好氣門導管和氣門座鑲圈后,必須對氣門導管鉸孔并切割氣門座鑲圈,以達到精加工直徑。氣門導管和氣門座鑲圈本步驟可確保氣門座和氣門導管同心,并由此產生良好的密封效果。請參閱《技術參數手冊》,“缸蓋氣門”,了解氣門導管和氣門座鑲圈的加工直徑。
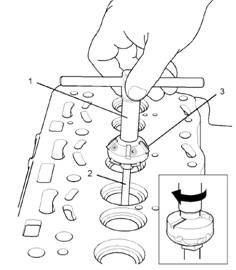
注:確保27610030氣門導管/氣門座鉸刀/切割刀正確組裝,使氣門座切割刀(3)以正確角度朝缸蓋傾斜。
注:確保將氣門導管鉸孔至正確尺寸前,氣門座切割刀(3)不得接觸氣門座鑲圈。
6.將切割刀(3)的直徑設置成切割氣門座的正確尺寸。請參閱《技術參數手冊》,“缸蓋氣門”,以了解正確的直徑。將工具(1)的鉸刀(2)定位在相應的氣門導管中。順時針方向小心地轉動手柄,逐漸將鉸刀(2)移至氣門導管中,直到將氣門導管鉸至精加工尺寸。
7.繼續在順時針方向轉動手柄,切割氣門座鑲圈。盡量少切割材料,以確保氣門座狀態良好。保持氣門座盡可能的窄。
8.拆下工具(1)。清除氣門導管和氣門座的碎屑。
9.重復步驟6至步驟8以切割所有相應的氣門座。
a.安裝進氣門和排氣門。請參閱本《Perkins1103/1104柴油發動機解體和組裝手冊》,“進氣門與排氣門-拆卸和安裝”。
400-100-8969???15088860848
0574-26871589? 15267810868
0574-26886646? 15706865167
0574-26871569 18658287286
