 English
English Espaol
Espaol Franais
Franais 阿拉伯
阿拉伯 中文(簡(jiǎn))
中文(簡(jiǎn)) Deutsch
Deutsch Italiano
Italiano Português
Português 日本
日本 韓國(guó)
韓國(guó) български
български hrvatski
hrvatski esky
esky Dansk
Dansk Nederlands
Nederlands suomi
suomi Ελληνικ
Ελληνικ 印度
印度 norsk
norsk Polski
Polski Roman
Roman русский
русский Svenska
Svenska
康明斯ISX和QSX15發(fā)動(dòng)機(jī)上齒輪室蓋安裝的維修測(cè)量技術(shù)
![]()
康明斯ISX和QSX15發(fā)動(dòng)機(jī)上齒輪室蓋安裝的維修測(cè)量技術(shù)
汽車(chē)用發(fā)動(dòng)機(jī)
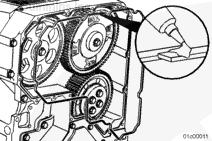
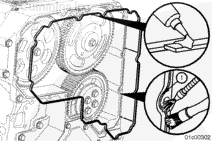
安裝一個(gè)新的帶狀密封墊。確定重疊部分朝向齒輪室的頂部和中間。
在帶狀密封件的重疊交接部分使用少量的 RTV。
![]() 警告
警告 ![]()
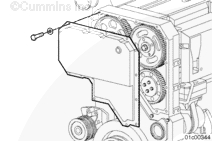
該部件的重量達(dá)到或超過(guò)23 kg [50 lb]。提升該部件時(shí),為了避免人身傷害,應(yīng)當(dāng)使用提升設(shè)備或求助于他人。
用 16 個(gè)螺栓安裝蓋。
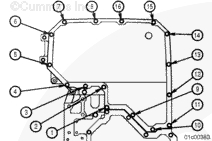
按圖示順序擰緊所有螺栓。
扭矩值: 28 n.m [21 ft-lb]
工業(yè)和發(fā)電機(jī)驅(qū)動(dòng)用
安裝一個(gè)新的帶狀密封墊。確定重疊部分朝向齒輪室的頂部和中間。
在帶狀密封件的重疊交接部分使用少量的 RTV。
![]() 警告
警告 ![]()
該部件的重量達(dá)到或超過(guò)23 kg [50 lb]。提升該部件時(shí),為了避免人身傷害,應(yīng)當(dāng)使用提升設(shè)備或求助于他人。
有些工業(yè)應(yīng)用類(lèi)型將沖壓鋼板蓋和壓板一起使用。
將兩個(gè)導(dǎo)向銷(xiāo)安裝到齒輪室上。
將前齒輪室蓋安裝在導(dǎo)向銷(xiāo)上。
如果使用,安裝壓板。
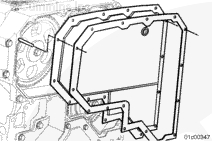
安裝 14 個(gè)螺栓。
拆下 2 個(gè)導(dǎo)向銷(xiāo)并安裝最后 2 根螺栓。
按圖示順序擰緊所有螺栓。
扭矩值: 28 n.m [21 ft-lb]

粘性減振器
安裝
汽車(chē)用康明斯ISX和QSX15發(fā)動(dòng)機(jī)
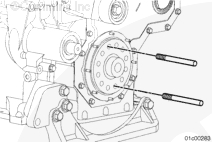
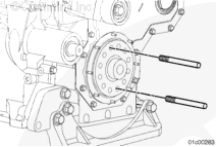
確保曲軸前端、減振器和皮帶輪的裝配表面清潔、干燥,并且沒(méi)有毛刺。
在曲軸前端裝上兩根導(dǎo)向雙頭螺釘。
將曲軸上的定位銷(xiāo)對(duì)準(zhǔn)減振器上的定位銷(xiāo)孔。
在導(dǎo)向板上安裝減振器、皮帶輪和壓板。
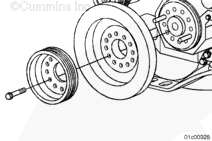
使用清潔的 15W-40 機(jī)油潤(rùn)滑螺釘?shù)穆菁y部位。
安裝 10 個(gè)螺釘。
拆下兩根導(dǎo)向雙頭螺釘,安裝剩下的螺釘。
按星形方式擰緊螺釘。
扭矩值: 175 n.m [130 ft-lb]
帶曲軸驅(qū)動(dòng)風(fēng)扇或動(dòng)力輸出裝置 (PTO) 的工業(yè)用和發(fā)電用發(fā)動(dòng)機(jī)
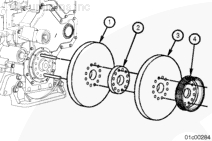
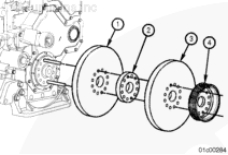
確保曲軸前端、減振器、裝配隔圈和皮帶輪的裝配表面清潔、干燥,并且沒(méi)有毛刺。
在曲軸前端裝上兩根導(dǎo)向雙頭螺釘。
在導(dǎo)向雙頭螺柱上安裝減振器 (1)、裝配隔圈 (2)、第 2 個(gè)減振器 (3) 和皮帶輪 (4)。
用 15W-40 機(jī)油潤(rùn)滑螺釘螺紋。
安裝 4 根螺釘。
拆卸 2 根導(dǎo)向雙頭螺釘,并安裝剩下的兩根螺釘。
按星形擰緊 6 根螺釘。
扭矩值: 175 n.m [130 ft-lb]
安裝曲軸適配器 (1)。
確保曲軸適配器與皮帶輪 (2) 平齊。
用 15W-40 機(jī)油潤(rùn)滑螺釘螺紋。
安裝 6 根螺釘。并按星形擰緊。
扭矩值: 175 n.m [130 ft-lb]
不帶曲軸驅(qū)動(dòng)風(fēng)扇或動(dòng)力輸出裝置 (PTO) 的工業(yè)用和發(fā)電用發(fā)動(dòng)機(jī)
確保曲軸前端、減振器、裝配隔圈和皮帶輪的裝配表面清潔、干燥,并且沒(méi)有毛刺。
在曲軸前端裝上兩根導(dǎo)向雙頭螺釘。
在導(dǎo)向雙頭螺柱上安裝減振器 (1)、裝配隔圈 (2)、第 2 個(gè)減振器 (3) 和皮帶輪 (4)。
用 15W-40 機(jī)油潤(rùn)滑螺釘螺紋。
安裝 10 個(gè)螺釘。
拆卸兩顆導(dǎo)向雙頭螺柱,并安裝剩下的兩顆螺釘。
按星形方式擰緊 12 個(gè)螺釘。
扭矩值: 175 n.m [130 ft-lb]
偏心度檢查
全部應(yīng)用類(lèi)型
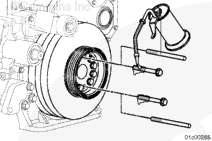
將減震器外表面清洗干凈。
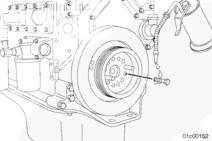
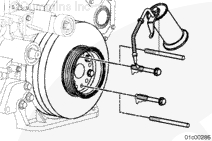
按圖示在齒輪室蓋上安裝一個(gè)千分表,測(cè)量減振器的偏心度(不圓度)。
用附件驅(qū)動(dòng)軸將曲軸轉(zhuǎn)動(dòng)一整圈(360°),記錄千分表的總讀數(shù)。
|
減振器偏心度 | ||
|
mm |
in | |
|
0.28 |
最大 |
0.011 |
如果減振器不符合技術(shù)規(guī)范,必須進(jìn)行更換。
端面跳動(dòng)量檢查
全部應(yīng)用類(lèi)型
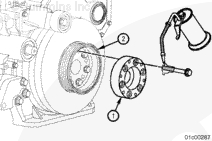
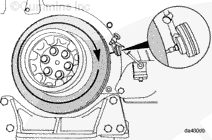
按圖示安裝千分表,測(cè)量減振器的擺動(dòng)量(端面對(duì)齊)。
向發(fā)動(dòng)機(jī)前部或后部推動(dòng)曲軸,將千分表設(shè)置為 “0”(零)。
使曲軸保持在發(fā)動(dòng)機(jī)前部或后部的位置,旋轉(zhuǎn)曲軸一整圈(360°)。
記錄千分表總讀數(shù)。
|
減振器擺動(dòng)量的測(cè)量 | ||
|
mm |
in | |
|
0.28 |
最大 |
0.011 |
如果減振器不符合技術(shù)規(guī)范,必須進(jìn)行更換。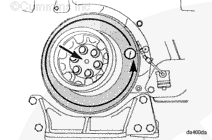
400-100-8969???15088860848
0574-26871589? 15267810868
0574-26886646? 15706865167
0574-26871569 18658287286
